|

Get your tools back to peak performance with 20% off resharpening on saw blades, standard and custom solid carbide tools, plus refacing select inserts and saw blades.
Fast turnaround. Precision edge.
Offer valid January 26–30, 2026
Don’t wait—ship your tools in today and save!
Here’s how to claim your discount:
- Fill out our Sharpening Service Form.
- Mention Code: JAN2026 in the notes section.
- Include the form with your shipment of solid carbide bits to be serviced.
This offer is not applicable with any other discounts. To be eligible for the 20% discount on Solid Carbide Sharpening Services your package of tools needs to be postmarked by January 30, 2026.
Sharpening
Vortex Tool Company Inc. offers a comprehensive sharpening and service program. We have developed our manufacturing process to include the sharpening business. In most cases the tooling is serviced by the same equipment and personnel that made it. This allows us to restore that "like new" performance with our exclusive "Razor Edge" technology. Turn-around is usually two working days or less. And, yes we service any brand or type of cutting tool.
**If you have any questions about pricing for sharpening, please contact our Sales Team before sending tools in for sharpening.**
Sharpening Service Form
Include this Sharpening Service Form with all the tools that need servicing. Take care to package the tooling in a way that prevents damage during shipping; we recommend reusing the same tubes that the tools initially arrived in and taping or banding them together and wrapping with bubble wrap or paper or something along those lines.
Chip Load Chart
|
The chip load is a measurement of the thickness of material removed by each cutting edge during a cut. This is a valuable piece of information which can then be used to calculate new set-ups. Calculations are as follows: Chip Load = Feed Rate (inches per minute) / (RPM x number of flutes) Example: Chip Load = 500 inches per minute / (15,000 RPM x 2 flutes) Chip Load = .017” Chip loads are based on material thickness of average size for cutting edge length of tool. These recommendations do not apply to thicker materials or tools with long cutting edge lengths. These chiploads are only a recommended starting point and may not accommodate all circumstances. Therefore, tooling damage may still occur and use of this chart does not warranty against tool breakage. We would strongly encourage you to consult us directly on new tool applications. Our staff would be more than happy to discuss any technical questions by phone or email. Other Valuable Formulas: RPM Selection |
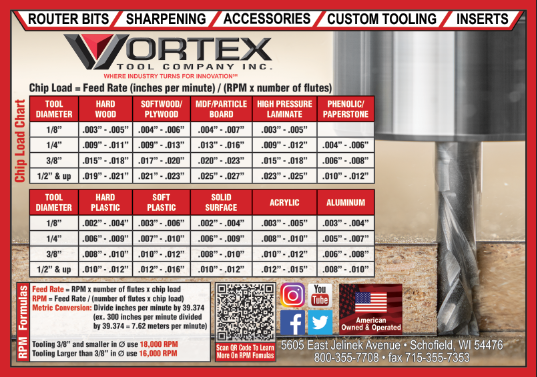 |
Click here to access our Chip Load Chart. This information should only be used as a guideline or starting point for feed rate selection.
Mobile App
| To make tool selection even easier, Vortex Tool Company's Tool Selection Guide App simplifies tool selection based on your cutting needs. Input the type of material being cut, the horsepower of the CNC machine, the tool diameter, the thickness of material and the type of cut desired, and the Tool Selection Guide App will recommend the best tool for your application. The App also includes calculators to determine chipload, feed rate, RPM and metric conversions. Convenient links are also provided to this catalog and online ordering. Winner of the 2015 AWFS Visionary Award for Innovation/Productivity in Tooling, the Vortex Tool Selection Guide App is available for iPhone, iPad, Android Phone, or Android Tablet. For a free download, go to the App Store and select the Vortex Tool Selection Guide. |  |
Sharpening
Vortex Tool Company Inc. offers a comprehensive sharpening and service program. We have developed our manufacturing process to include the sharpening business. In most cases the tooling is serviced by the same equipment and personnel that made it. This allows us to restore that "like new" performance with our exclusive "Razor Edge" technology. Turn-around is usually two working days or less. And, yes we service any brand or type of cutting tool.
**If you have any questions about pricing for sharpening, please contact our Sales Team before sending tools in for sharpening.**
Sharpening Service Form
Include this Sharpening Service Form with all the tools that need servicing. Take care to package the tooling in a way that prevents damage during shipping; we recommend reusing the same tubes that the tools initially arrived in and taping or banding them together and wrapping with bubble wrap or paper or something along those lines.
Chip Load Chart
|
Click here to access our Chip Load Chart. This information should only be used as a guideline or starting point for feed rate selection. The chip load is a measurement of the thickness of material removed by each cutting edge during a cut. This is a valuable piece of information which can then be used to calculate new set-ups. Calculations are as follows: Chip Load = Feed Rate (inches per minute) / (RPM x number of flutes) Example: Chip Load = 500 inches per minute / (15,000 RPM x 2 flutes) Chip Load = .017” Chip loads are based on material thickness of average size for cutting edge length of tool. These recommendations do not apply to thicker materials or tools with long cutting edge lengths. These chiploads are only a recommended starting point and may not accommodate all circumstances. Therefore, tooling damage may still occur and use of this chart does not warranty against tool breakage. We would strongly encourage you to consult us directly on new tool applications. Our staff would be more than happy to discuss any technical questions by phone or email. Other Valuable Formulas: RPM Selection |
 |
Mobile App
To make tool selection even easier, Vortex Tool Company's Tool Selection Guide App simplifies tool selection based on your cutting needs. Input the type of material being cut, the horsepower of the CNC machine, the tool diameter, the thickness of material and the type of cut desired, and the Tool Selection Guide App will recommend the best tool for your application. The App also includes calculators to determine chipload, feed rate, RPM and metric conversions. Convenient links are also provided to this catalog and online ordering. Winner of the 2015 AWFS Visionary Award for Innovation/Productivity in Tooling, the Vortex Tool Selection Guide App is available for iPhone, iPad, Android Phone, or Android Tablet. For a free download, go to the App Store or Google Play and select the Vortex Tool Selection Guide.